

【乐虎集团的官方网站
】1、前言
尽管对往复nianxiangyuan
组的扭振分析,目前已有成熟的技术,但实际工程应用中,不乏看到往复式nianxiangyuan
组发生扭振事故。究其原因,各有不同。但通过对这些事故的深入分析,不难发现在nianxiangyuan
成撬设计过程中,如使用时、频域相结合的扭振分析方法,可大大降低扭振事故发生的几率。
目前,对nianxiangyuan
成撬设计过程中的扭振分析,大多是采用单一的时域响应分析或频域响应分析方法。这对一般情况下nianxiangyuan
组的成撬设计是适用的,但对某些特殊情况下机组的设计略显不足,留下了机组发生扭振事故的隐患。针对此实际情况,我们提出了采用时、频域相结合的方法进行扭振分析的技术。其中频域分析方法主要用来确定机组的临界转速即共振频率,以及检查机组在运行工况下的转速是否有足够的空间远离前后的共振转速。时域分析方法则通过直接使用厂家提供的nianxiangyuan
、驱动器及联轴器上的阻尼等值,达到准确计算机组的扭振动态响应(即nianxiangyuan
、驱动器及联轴器上瞬时角速度、角变形和动态扭矩等)的目的。时域分析方法特别适用于变频机组等无法避开扭振共振转速时的情况。本文以某临海陆上终端处理厂增压nianxiangyuan
组的扭振事故分析和机组整改为例,说明了应用时、频域相结合的扭振分析技术的过程和效果。
2、nianxiangyuan
组扭振事故概述
某临海气田陆上终端处理厂三台增压nianxiangyuan
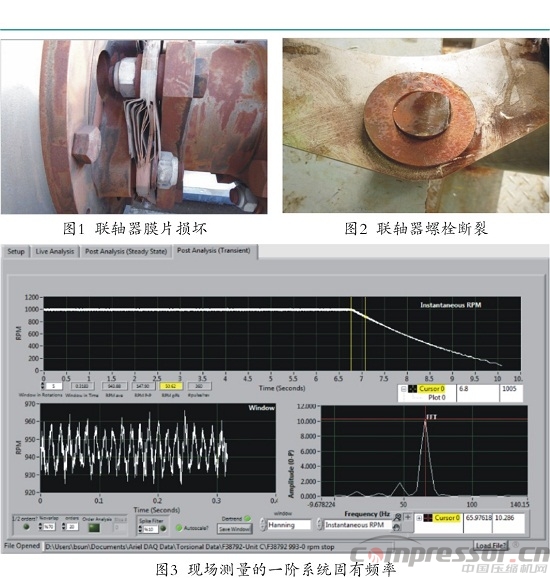
组在运行大约2000小时后,发现联轴器膜片损坏和螺栓断裂,如图1和图2所示。
该机组nianxiangyuan
的主要技术参数如下:
型式:卧式单列二级双作用
功率:1120kW
排量:29.360.7万方/天(天然气)
进气压力:1.5 2.0MPa
排气压力:4.5 5.6MPa
气缸直径:一级Φ375mm;二级Φ263.5mm
活塞行程:165.1mm
nianxiangyuan
转速:993转/分
该机组共有11个运行工况。
通过对机组进行现场扭振测量和分析,发现该机组系统的一阶固有频率与运行转速的四倍频重合,引起机组发生共振,如图3所示。这是导致扭振事故发生的主要原因。
3、事故机组的扭振分析
s*先对机组建立扭振分析模型。该模型由电动机、联轴器和nianxiangyuan
组成,分别由12个具有转动惯量的转盘(每个转盘代表一个集中质量块)和11个具有弹性的扭转弹簧所代表,如图4所示。其中电动机由5个转盘构成,由“FRT”到“MN0”来标示。联轴器由2部分构成,由“CP1”和“CP2”标示。其中CP1部分还包括电动机轴前端部分的转动惯量,CP2部分还包括飞轮的转动惯量和nianxiangyuan
轴前端部分的转动惯量。两者之间由代表联轴器扭转刚度的等效弹簧连接。nianxiangyuan
部分由5个转盘构成,分别标示为“MN1”到“AUX”。
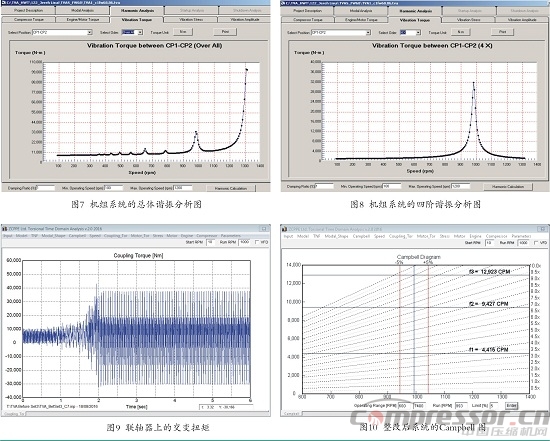
使用频域分析方法计算得到机组的前3阶扭振固有频率分别为65.8Hz,156.7Hz和215.4Hz。机组的前三阶固有振型如图5所示,相应的Campbell图如图6所示。从图6中可以看到系统的第一阶固有频率与机组运行转速的4倍频(4X)在运行转速987rpm处发生相交,如图中红点所示。该共振转速与机组的运行转速993rpm非常接近,引起机组发生共振。这与图3所示的实测结果完全吻合。
图7和图8显示了使用频域分析方法得到的机组谐振分析结果图,图7显示了机组在共振转速处的交变扭矩峰值。图8显示了该扭振共振响应主要来自4倍频谐振分量的贡献。
考虑到通过频域动态分析方法得到的交变扭矩值受使用的阻尼假设值影响较大,故对该机组使用时域强迫振动分析方法精确计算联轴器上的动态扭矩。时域强迫振动分析方法是对电机轴施加驱动扭矩,和对nianxiangyuan
轴施加负载扭矩,并考虑阻尼及相位等参数影响,计算联轴器、nianxiangyuan
和电机轴上的瞬时角速度、角变形和动态扭矩。是一种精确的力响应分析方法。时域强迫振动分析能够模拟机组自起动到稳定运行状态的全过程,当电机驱动功率与nianxiangyuan
所需功率达到平衡时,系统进入稳定运行状态。图9显示了机组在z*不利运行工况(工况7,进压1.75MPa,排压5.0MPa)下,使用时域强迫振动分析方法计算得到的机组从开始到稳定运行状态下作用在联轴器上的交变扭矩值。从图中可以看出,作用在联轴器上的z*小扭矩显著超出了联轴器的z*小扭矩允许值-26 kNm,从而引起联轴器破坏。

4、整改后机组的扭振分析
对事故机组的扭振分析和现场测试结果表明,需要调整该机组的扭振控制方案,以避免4倍频上的共振。考虑到调整飞轮是一个简单而有效的避开机组共振的方法,提出将飞轮转动惯量由原68.86kg·m2减少到43kg·m2。
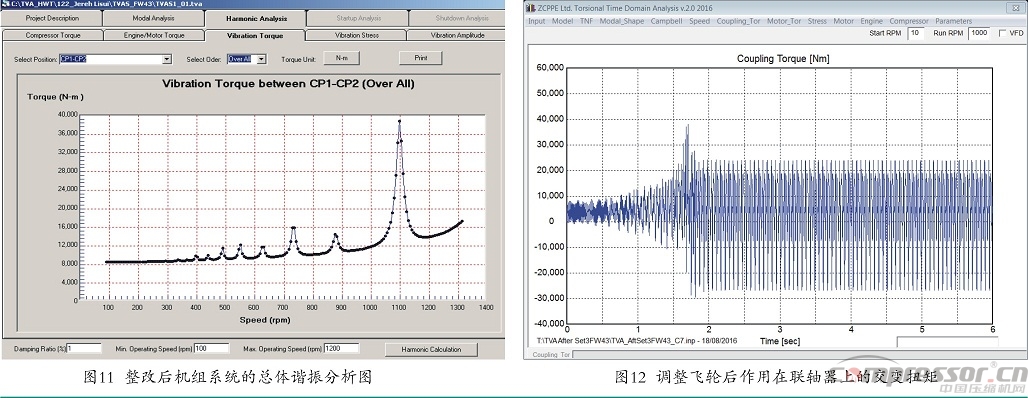
通过频域分析方法,计算得到调整飞轮后机组的前3阶扭转固有频率分别为73.6Hz,157.2Hz和215.4Hz。相应的系统Campbell图如图10所示。此时,机组第一阶系统扭振固有频率是运行转速993rpm的4.45倍。在运行转速993rpm的正负5%范围内(即943rpm~1043rpm内),没有共振点。机组运行时不会产生共振。
图11显示了使用频域动态分析方法计算得到的机组谐振分析结果图。从图中可以发现机组工况运行转速993rpm离其前、后共振点都较远,不易发生共振。图12显示了通过使用时域分析方法重新对z*不利运行工况7计算得到的联轴器上的交变扭矩值。可以看到,与调整飞轮前相比,交变扭矩幅值下降了很多,其z*大和z*小值均在联轴器的允许值范围之内。
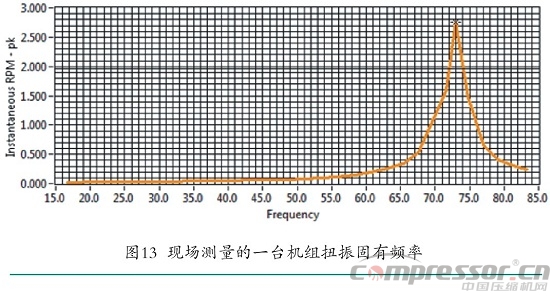
现场测试结果表明(如图13所示),机组调整飞轮后实测两台机组的平均第一阶固有频率为74Hz。与分析结果完全吻合。机组整改后运行情况良好,再没有发现扭振故障。
5、使用时、频域分析方法讨论z*佳扭振控制调整方案
(1)于机组飞轮转动惯量的选择
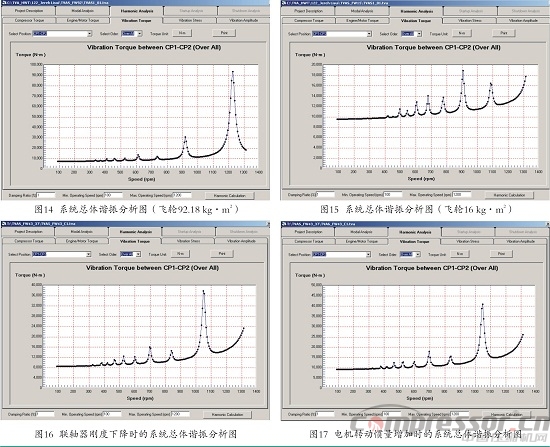
扭振分析整改建议推荐新的飞轮转动惯量为43kg·m2。如果仅从避开共振点这个角度来考虑,也可选择飞轮转动惯量为92.18kg·m2或16kg·m2。如果考虑飞轮转动惯量为92.18kg·m2,计算得到机组的第一阶系统扭振固有频率为61.7Hz,是运行转速993rpm的3.7倍。图14表示了连轴器在z*大功率工况下的交变扭矩。机组运行转速993rpm离第一阶扭振固有频率和4倍频(4X)共振点远,不会发生共振。但是因为nianxiangyuan
在起动过程中要经过4 倍频共振点,时域分析表明机组在此共振点处的动态响应较大,故不推荐此方案。
如果考虑飞轮转动惯量为16kg·m2 ,此时计算得到的第一阶系统扭振固有频率为91.2Hz,是运行转速993rpm的5.5倍。图15为连轴器在z*大功率工况下的交变扭矩。机组运行转速993rpm远离共振点,不会发生共振。时域分析表明机组动态响应也在允许范围之内。所以,使用转动惯量为16kg·m2 的飞轮也是一个可行的方案。但考虑到16kg·m2 飞轮的几何尺寸与原飞轮尺寸相差太大,可能导致机组在配置尺寸变更上的困难,因此也没有采用。
(2)关于扭振分析模型参数变化的影响
在实际工程中,不能保证厂家提供的扭振分析参数与实际参数完全一致。此时使用频域分析方法通过观察工况运行点与前后共振点的距离,可有效避免由此误差带来的扭振问题。
对该机组,考虑到厂家提供的数据与现场测量结果反算得到的数据误差,如假设联轴器刚度下降21%,其它参数不变,使用频域分析方法得到结果如图16所示。此时第一阶系统扭振固有频率与4X共振点还差65rpm。如假设电机转动惯量增加22%,其它参数不变,使用频域分析方法得到结果如图17所示。此时第一阶系统扭振固有频率与4X共振点还差60rpm。这就说明即使扭振分析参数有如此大误差,推荐的扭振控制调整方案还有一定的转速安全余量。
6、结论
从上面的分析可以看出:
(1)使用时、频域相结合的扭振分析方法进行往复式nianxiangyuan
成撬时的扭振控制设计,可以充分发挥各自方法的长处,并对各自的不足进行互补,以z*大程度地避免机组扭振事故的发生。
(2) 采用时、频域相结合的扭振分析方法整改后的机组运行正常,这为使用该方法有效整改现场机组的扭振事故提供了良好案例。
作者简介
卢福志,博士,注册工程师,加拿大中加nianxiangyuan
撬及管道工程公司
汪华良,硕士,注册工程师,加拿大中加nianxiangyuan
撬及管道工程公司
徐宜桂,博士,注册工程师,加拿大中加nianxiangyuan
撬及管道工程公司
http://www.zcppe.com E-mail: jason.xu@zcppe.com
参考文献
1. P. Alves, M. Forcinito, J. Xu(徐宜桂), M. Ferguson, Analysis of Threaded Connection Reliability for Compression Application, J. Canadian Petroleum Tech., V49, No. 6, 2010, pp. 8-12
2.API Standard 618-5th ed., Washington: American Petroleum Institute, 2007.
3.API Standard 684-2nd ed., API Standard Paragraphs RotordynamicTutorial: Lateral Critical Speeds, Unbalance Response, Stability, Train Torsionals,And Rotor Balancing,2005/R2010
4.Nestorides, E.J., A Handbook on Torsional Vibration, Cambridge at the University Press, 1958
5.R.C. Juvinall and K.M Marshek, Fundamentals of Machine Component Design, 2nd ed, John Wiley and Sons.
【乐虎集团的官方网站 】1、前言
尽管对往复nianxiangyuan 组的扭振分析,目前已有成熟的技术,但实际工程应用中,不乏看到往复式nianxiangyuan 组发生扭振事故。究其原因,各有不同。但通过对这些事故的深入分析,不难发现在nianxiangyuan 成撬设计过程中,如使用时、频域相结合的扭振分析方法,可大大降低扭振事故发生的几率。
目前,对nianxiangyuan
成撬设计过程中的扭振分析,大多是采用单一的时域响应分析或频域响应分析方法。这对一般情况下nianxiangyuan
组的成撬设计是适用的,但对某些特殊情况下机组的设计略显不足,留下了机组发生扭振事故的隐患。针对此实际情况,我们提出了采用时、频域相结合的方法进行扭振分析的技术。其中频域分析方法主要用来确定机组的临界转速即共振频率,以及检查机组在运行工况下的转速是否有足够的空间远离前后的共振转速。时域分析方法则通过直接使用厂家提供的nianxiangyuan
、驱动器及联轴器上的阻尼等值,达到准确计算机组的扭振动态响应(即nianxiangyuan
、驱动器及联轴器上瞬时角速度、角变形和动态扭矩等)的目的。时域分析方法特别适用于变频机组等无法避开扭振共振转速时的情况。本文以某临海陆上终端处理厂增压nianxiangyuan
组的扭振事故分析和机组整改为例,说明了应用时、频域相结合的扭振分析技术的过程和效果。
2、nianxiangyuan 组扭振事故概述
某临海气田陆上终端处理厂三台增压nianxiangyuan 组在运行大约2000小时后,发现联轴器膜片损坏和螺栓断裂,如图1和图2所示。
该机组nianxiangyuan 的主要技术参数如下:
型式:卧式单列二级双作用
功率:1120kW
排量:29.360.7万方/天(天然气)
进气压力:1.5 2.0MPa
排气压力:4.5 5.6MPa
气缸直径:一级Φ375mm;二级Φ263.5mm
活塞行程:165.1mm
nianxiangyuan 转速:993转/分
该机组共有11个运行工况。
通过对机组进行现场扭振测量和分析,发现该机组系统的一阶固有频率与运行转速的四倍频重合,引起机组发生共振,如图3所示。这是导致扭振事故发生的主要原因。
3、事故机组的扭振分析
s*先对机组建立扭振分析模型。该模型由电动机、联轴器和nianxiangyuan 组成,分别由12个具有转动惯量的转盘(每个转盘代表一个集中质量块)和11个具有弹性的扭转弹簧所代表,如图4所示。其中电动机由5个转盘构成,由“FRT”到“MN0”来标示。联轴器由2部分构成,由“CP1”和“CP2”标示。其中CP1部分还包括电动机轴前端部分的转动惯量,CP2部分还包括飞轮的转动惯量和nianxiangyuan 轴前端部分的转动惯量。两者之间由代表联轴器扭转刚度的等效弹簧连接。nianxiangyuan 部分由5个转盘构成,分别标示为“MN1”到“AUX”。
使用频域分析方法计算得到机组的前3阶扭振固有频率分别为65.8Hz,156.7Hz和215.4Hz。机组的前三阶固有振型如图5所示,相应的Campbell图如图6所示。从图6中可以看到系统的第一阶固有频率与机组运行转速的4倍频(4X)在运行转速987rpm处发生相交,如图中红点所示。该共振转速与机组的运行转速993rpm非常接近,引起机组发生共振。这与图3所示的实测结果完全吻合。
图7和图8显示了使用频域分析方法得到的机组谐振分析结果图,图7显示了机组在共振转速处的交变扭矩峰值。图8显示了该扭振共振响应主要来自4倍频谐振分量的贡献。
考虑到通过频域动态分析方法得到的交变扭矩值受使用的阻尼假设值影响较大,故对该机组使用时域强迫振动分析方法精确计算联轴器上的动态扭矩。时域强迫振动分析方法是对电机轴施加驱动扭矩,和对nianxiangyuan
轴施加负载扭矩,并考虑阻尼及相位等参数影响,计算联轴器、nianxiangyuan
和电机轴上的瞬时角速度、角变形和动态扭矩。是一种精确的力响应分析方法。时域强迫振动分析能够模拟机组自起动到稳定运行状态的全过程,当电机驱动功率与nianxiangyuan
所需功率达到平衡时,系统进入稳定运行状态。图9显示了机组在z*不利运行工况(工况7,进压1.75MPa,排压5.0MPa)下,使用时域强迫振动分析方法计算得到的机组从开始到稳定运行状态下作用在联轴器上的交变扭矩值。从图中可以看出,作用在联轴器上的z*小扭矩显著超出了联轴器的z*小扭矩允许值-26 kNm,从而引起联轴器破坏。
4、整改后机组的扭振分析
对事故机组的扭振分析和现场测试结果表明,需要调整该机组的扭振控制方案,以避免4倍频上的共振。考虑到调整飞轮是一个简单而有效的避开机组共振的方法,提出将飞轮转动惯量由原68.86kg·m2减少到43kg·m2。
通过频域分析方法,计算得到调整飞轮后机组的前3阶扭转固有频率分别为73.6Hz,157.2Hz和215.4Hz。相应的系统Campbell图如图10所示。此时,机组第一阶系统扭振固有频率是运行转速993rpm的4.45倍。在运行转速993rpm的正负5%范围内(即943rpm~1043rpm内),没有共振点。机组运行时不会产生共振。
图11显示了使用频域动态分析方法计算得到的机组谐振分析结果图。从图中可以发现机组工况运行转速993rpm离其前、后共振点都较远,不易发生共振。图12显示了通过使用时域分析方法重新对z*不利运行工况7计算得到的联轴器上的交变扭矩值。可以看到,与调整飞轮前相比,交变扭矩幅值下降了很多,其z*大和z*小值均在联轴器的允许值范围之内。
现场测试结果表明(如图13所示),机组调整飞轮后实测两台机组的平均第一阶固有频率为74Hz。与分析结果完全吻合。机组整改后运行情况良好,再没有发现扭振故障。
5、使用时、频域分析方法讨论z*佳扭振控制调整方案
(1)于机组飞轮转动惯量的选择
扭振分析整改建议推荐新的飞轮转动惯量为43kg·m2。如果仅从避开共振点这个角度来考虑,也可选择飞轮转动惯量为92.18kg·m2或16kg·m2。如果考虑飞轮转动惯量为92.18kg·m2,计算得到机组的第一阶系统扭振固有频率为61.7Hz,是运行转速993rpm的3.7倍。图14表示了连轴器在z*大功率工况下的交变扭矩。机组运行转速993rpm离第一阶扭振固有频率和4倍频(4X)共振点远,不会发生共振。但是因为nianxiangyuan
在起动过程中要经过4 倍频共振点,时域分析表明机组在此共振点处的动态响应较大,故不推荐此方案。
如果考虑飞轮转动惯量为16kg·m2 ,此时计算得到的第一阶系统扭振固有频率为91.2Hz,是运行转速993rpm的5.5倍。图15为连轴器在z*大功率工况下的交变扭矩。机组运行转速993rpm远离共振点,不会发生共振。时域分析表明机组动态响应也在允许范围之内。所以,使用转动惯量为16kg·m2 的飞轮也是一个可行的方案。但考虑到16kg·m2 飞轮的几何尺寸与原飞轮尺寸相差太大,可能导致机组在配置尺寸变更上的困难,因此也没有采用。
(2)关于扭振分析模型参数变化的影响
在实际工程中,不能保证厂家提供的扭振分析参数与实际参数完全一致。此时使用频域分析方法通过观察工况运行点与前后共振点的距离,可有效避免由此误差带来的扭振问题。
对该机组,考虑到厂家提供的数据与现场测量结果反算得到的数据误差,如假设联轴器刚度下降21%,其它参数不变,使用频域分析方法得到结果如图16所示。此时第一阶系统扭振固有频率与4X共振点还差65rpm。如假设电机转动惯量增加22%,其它参数不变,使用频域分析方法得到结果如图17所示。此时第一阶系统扭振固有频率与4X共振点还差60rpm。这就说明即使扭振分析参数有如此大误差,推荐的扭振控制调整方案还有一定的转速安全余量。
6、结论
从上面的分析可以看出:
(1)使用时、频域相结合的扭振分析方法进行往复式nianxiangyuan 成撬时的扭振控制设计,可以充分发挥各自方法的长处,并对各自的不足进行互补,以z*大程度地避免机组扭振事故的发生。
(2) 采用时、频域相结合的扭振分析方法整改后的机组运行正常,这为使用该方法有效整改现场机组的扭振事故提供了良好案例。
作者简介
卢福志,博士,注册工程师,加拿大中加nianxiangyuan
撬及管道工程公司
汪华良,硕士,注册工程师,加拿大中加nianxiangyuan
撬及管道工程公司
徐宜桂,博士,注册工程师,加拿大中加nianxiangyuan
撬及管道工程公司
http://www.zcppe.com E-mail: jason.xu@zcppe.com
参考文献
1. P. Alves, M. Forcinito, J. Xu(徐宜桂), M. Ferguson, Analysis of Threaded Connection Reliability for Compression Application, J. Canadian Petroleum Tech., V49, No. 6, 2010, pp. 8-12
2.API Standard 618-5th ed., Washington: American Petroleum Institute, 2007.
3.API Standard 684-2nd ed., API Standard Paragraphs RotordynamicTutorial: Lateral Critical Speeds, Unbalance Response, Stability, Train Torsionals,And Rotor Balancing,2005/R2010
4.Nestorides, E.J., A Handbook on Torsional Vibration, Cambridge at the University Press, 1958
5.R.C. Juvinall and K.M Marshek, Fundamentals of Machine Component Design, 2nd ed, John Wiley and Sons.

网友评论
条评论
最新评论